3D Yazıcı Yatak Tesfiyesi Nasıl yapılır? Adım Adım Kolay Anlatım

3D yazıcı yatak tesfiyesi baskı başarısı için çok kıymetlidir. Bilmeniz gereken her şeyi öğrenin ve 3D yazıcı yatağınızı düzleştirmek için üç adımı izleyin.
FDM 3D baskının büyüsünün büyük kısmı filamandadır. Gereç belli sıcaklıklarda iddia edilebilir formda davranarak formunu denetim etmeyi mümkün kılıyor ve 3D baskılı bir obje üretmemizi sağlıyor.
Yüksek kaliteli, başarılı bir baskı elde etmek için 3D yazıcı kullanırken dikkate almanız gereken birkaç değerli değişken vardır. En tesirli olanlardan biri düz bir baskı yatağıdır zira materyalin tüm yapı yüzeyi boyunca eşit biçimde ekstrüzyona uğrama mümkünlüğünü artırır.
Bu yazıda, problemlerin nasıl tespit edileceğinden başlayarak yatağı düzleştirme hakkında bilmeniz gereken her şeyi gözden geçireceğiz. Daha sonra, bazen devreye girebilen Z yüksekliğini ne vakit ve nasıl ayarlamanız gerektiğini de tartışacağız.
Düz bir yapı plakası dengeli bir birinci katmanla sonuçlanmalıdır. Görsel olarak, baştan sona güzelce “ezilmiş” çizgiler üzere görünecek. Birçok vakit, birinci katmanda bir sorun olduğu epey açıktır ve bazen bu, düz olmayan bir baskı yatağının sonucudur.
Düz olmayan bir yatağın birkaç yaygın belirtisi şunlardır:
- Filament makul bölgelerde yapı yüzeyine yapışmaz.
- Bazı yerlerde filament nozuldan çıkmıyor.
- Filamentin yüksekliği ve genişliği yapı yüzeyi boyunca değişiklik gösterir.
- Filament çizgileri ortasındaki boşluklar yapı yüzeyi boyunca değişiklik gösterir.
Artık neyi arayacağımızı biliyoruz; düzeltmeniz için neye gereksiniminiz olduğuna bakalım!
Gerekli araçlar
Düz olmayan bir yatakla ilgili sıkıntıları çözmenin en süratli ve en kolay yolu, otomatik yatak dengeleme (ABL) sensörünü kullanmaktır. Tesviye sensörlerinin çeşitli çeşitleri vardır. Ortalarındaki teknolojik farklılıklara bakılmaksızın hepsi temel olarak nozül yahut sensör ile yapı yüzeyi ortasındaki arayı ölçer.
Otomatik yatak seviyelendirme, sensöre ek olarak giriş bilgilerini sensörden yazıcıya aktarabilmek için bir eser yazılımı güncellemesi de gerektirecektir; münasebetiyle bunun da akılda tutulması değerlidir.
Otomatik yatak seviyelendirmede bile, yatağı periyodik olarak manuel olarak seviyelendirmek âlâ bir fikir olabilir zira otomatik sistemler aslında yatağı seviyelendirmez. Ayrıyeten, yazıcınızın bileşenlerine daha aşina olursanız, rastgele bir sorun olduğunda onu onarma konusunda daha yetenekli olursunuz.
Manuel Yatak Tesviyesi
Henüz bir ABL sensörü takmamış olanlar için yatağı manuel olarak dengelemeniz gerekecektir. İşte bunu yapmanız için muhtaçlık duyacağınız güzel bir başlangıç araçları seti:
- Kağıt: Rahatça tutabileceğiniz ve püskürtme başlığının ucu ile baskı plakası ortasında kaydırabileceğiniz bir kağıt kesimi isteyeceksiniz. Kağıt formunu koruduğu sürece standart yazıcı kağıdından (boyutuna nazaran kesilmiş) kartvizite kadar her şey işe yarayacaktır. Değerli olan düzey belirleme oturumları sırasında ve oturumlar ortasında her vakit birebir kağıdı kullanmaktır.
- Tornavida yahut altıgen anahtar: 3D yazıcınızın yatağı, yatağın üzerindeki vidaları ayarlamak için bu araçlardan birine muhtaçlık duyabilir (döner düğmelere sahip değilse).
- Isıya güçlü eldivenler: Nozülün yakınında çalışırken müdafaa değerlidir. Rapicca’dakiler üzere kimi eldivenler kullanışlıdır.
- Temiz bir pamuklu bez ve pirinç bir fırça: Pak bir ağızlık, memnun bir ağızlıktır. Küçük bir fırçanın (veya gibisi bir şeyin) olması hoştur.
- Bir tıraş bıçağı (veya plastik) bıçağı yahut bir spatula: BuildTak spatula üzere bir şeye sahipseniz baskı tablanızın yüzeyindeki kalıntıları kazımak kolaydır. Yahut bıçaklar çalışabilir lakin baskı tablanızı çizmemeye dikkat etmelisiniz.
- Bulaşık sabunu ve pak, kuru bir pamuklu bez: Bu yaygın konut eşyalarıyla tozu ve kiri kolay kolay temizleyin.
- İzopropil alkol: Her 3D yazıcı sahibinin vazgeçilmezi olan IPA, 3D yazıcıya kalıcı olarak monte edilen yapı yüzeyini temizlemenize imkan tanır. Yalnızca yapı yüzeyinin paklık unsurunu işleyebildiğini denetim edin.
Hazırlık
Tüm aletleriniz toplandığında, birtakım ayarlamalar yapmaya hazırsınız… neredeyse! Donanımla uğraşmadan evvel her şeyin pak olduğundan emin olmalıyız.
Memeyi temizleyin
Her şey sırayla! Nozülün ucunda plastik kalıntısı varsa yatak ile nozül ortasındaki boşluk kapalı olacaktır. Neyse ki ucu kuru pamuklu bir bezle temizlemek kolaydır.
Nozülü kullanılan son baskı sıcaklığına kadar ısıtın ve fazla plastiği silin. Bu işe yaramazsa, ucun etrafını dikkatlice temizlemek için pirinç bir fırça kullanılabilir. Yalnızca çoka kaçmamaya dikkat edin, aksi takdirde nozül sert pirinç kıllardan ziyan görebilir.
Sıcak uca yakın çalışırken, ısıya güçlü eldivenler giymek ve sağduyulu davranmak üzere uygun güvenlik uygulamalarına uyduğunuzdan emin olun.
Yapı Yüzeyini Temizleme
Nozülde olduğu üzere 3D yazıcınızın yatağının yüzeyi de pak olmalıdır. Cam yapılı bir yüzeyde, büyük kalıntıları ve döküntüleri kazımak için çoğunlukla bir tıraş bıçağı yahut spatula kullanabiliriz. Bıçak birebir vakitte öteki sert yapı yüzeylerinde de işe yarayacaktır, lakin bunu PEI kaplamalı üzere kolay kolay ziyan görebilecek bir yapı plakası üzerinde kullanmadığınızdan emin olun.
Büyük kalıntılar temizlendikten sonra baskı tablasını yıkamaya devam edebiliriz. Çıkarılabiliyorsa lavaboda sıradan bulaşık sabunu ve ılık su ile temizlemek epey işe yarayacaktır. Çıkarılamayan bir baskı plakası için kağıt havlu yahut bez üzerinde izopropil alkol kullanabilirsiniz. Bundan sonra yumuşak bir bezle kurulayın.
Temiz yapı yüzeyine çıplak elle dokunmamak düzgün bir fikirdir zira bu, cildinizdeki yağın plakaya birikmesine neden olabilir. Yatağın yapışmasını olumsuz etkileyebileceğinden yüzeyde yağ olmasını istemiyoruz. Farklı yapı yüzeyleri çeşitleri için öteki teknikler geçerli olabilir; bu nedenle yüzeyine ziyan vermemek için ne yapmanız gerektiğini denetim ettiğinizden emin olun.
Sıcak ya da soğuk?
3D yazıcı yatak tesfiyesi süreci için, sadece tek bir ayarla yazdırmayı planlamadığınız sürece yatağın ve püskürtme ucunun sıcak yahut soğuk olması kıymetli değildir. Bu durumda, tesviye sürecinden evvel bu sıcaklıklara ısıtmak, düzeyinizin tam olarak hakikat olduğundan emin olmanıza yardımcı olabilir (çünkü materyaller ısıtıldığında biraz genişler), lakin bu muhakkak gerekli değildir.
Yatak Tesviyesi
Manuel 3D yazıcı yatağı tesviyesi tecrübeli üretimciler için bile hudut bozucu bir tecrübe olabilir. Lakin sürecin temellerini anladığınız anda, bu faydalı maharette kolaylıkla ustalaşacaksınız. İşte bunu nasıl yapacağınız.
Adım 1: Bir Çalışma Alanı Yaratın
Çoğu FDM 3D yazıcı yatağı, baskı plakasının köşelerine dört ayarlanabilir vidayla monte edilir. Nozül ile baskı plakası ortasındaki arayı artırmak için her vidayı birkaç cins döndürün. (Çok uzun vakit evvel yapılmamış bir tesviye işine “rötuş” yapıyorsanız, bunu yapmanıza gerek kalmayabilir.)
Adım 2: Baskı Başını Konumlandırın
Şimdi nozulu baskı plakasına yaklaştırmak istiyorsunuz. Bunu yapmak için, yazıcınızın yahut denetim yazılımınızın sağladığı usulü kullanarak yazdırma başınızı yerleştirmeniz kafidir.
Bu, nozulu, imal hacmi alanında makinenin (0, 0, 0) pozisyon olarak kabul ettiği pozisyona gönderecektir. Kıymetli olan Z koordinatını temsil eden üçüncü 0’dır, zira makineniz birinci katmanı bu yükseklikte yazdıracaktır.
Son olarak, yazıcı başını XY düzlemi içinde serbestçe itebilmeniz için adım motorlarını devre dışı bırakın (veya kilidini açın). Tekrar, bu, yazıcınızın eser yazılımı tarafından sağlanan bir seçenek olmalıdır. Motorda yük oluşturabileceği için çok süratli itmemeye dikkat edin.
Adım 3: Ölçün ve Ayarlayın
3D yazıcı yatağını dört köşede ve ortada mümkün olduğu kadar düz olacak halde kalibre etmek istiyorsunuz. Teorik olarak, püskürtme ucu baskı plakasının bu pozisyonlarına dokunmalıdır ve bu nedenle ortalarına ince bir şey (örneğin bir kağıt parçası) geçirmeye çalışıyoruz. Kağıdı kaydırırken dirençle müsabakadan çabucak evvel noktaya ulaşmak, “boşluğun” beş pozisyonda da gerçek ve dengeli olmasını sağlar.
Yazıcı başını yatağın bir köşesine taşıyın ve kağıdınızı püskürtme ucu ile yazdırma yatağı ortasına yerleştirin. Kağıdı püskürtme ucu ile yatak ortasında ileri geri sürüklerken rastgele bir direnç yoksa, boşluğu daraltmak için en yakın seviyelendirme vidasını ayarlayın. 3D yazıcı yatağına baskı uygulamamaya dikkat edin (örneğin elinizle), zira bu, boşluğu gerçekte olduğundan daha büyük hale getirecek kadar yatağı aşağı yanlışsız itecektir. Kağıdınızı tekrar tekrar kaydırarak, püskürtme ucundan ve 3D yazıcı yatağından hafif bir sürtünme hissedene kadar vidayı ayarlamaya devam edin.
Aynı süreci kalan tüm köşelerde tekrarlayın. Köşeler uygun olduğunda, yazdırma başını baskı plakasının ortasına taşıyın ve tıpkı direncin burada da hissedilip hissedilmediğini denetim edin. Gerekirse vidaları yine ayarlayın.
Son olarak her köşeyi ve ortayı tekrar denetim edin, zira bir köşede yaptığınız ayarlamalar başkalarını de etkilemiş olabilir. Durum buysa, beş noktanın tamamı birebir düzeye gelinceye kadar tüm prosedürü tekrarlayın.
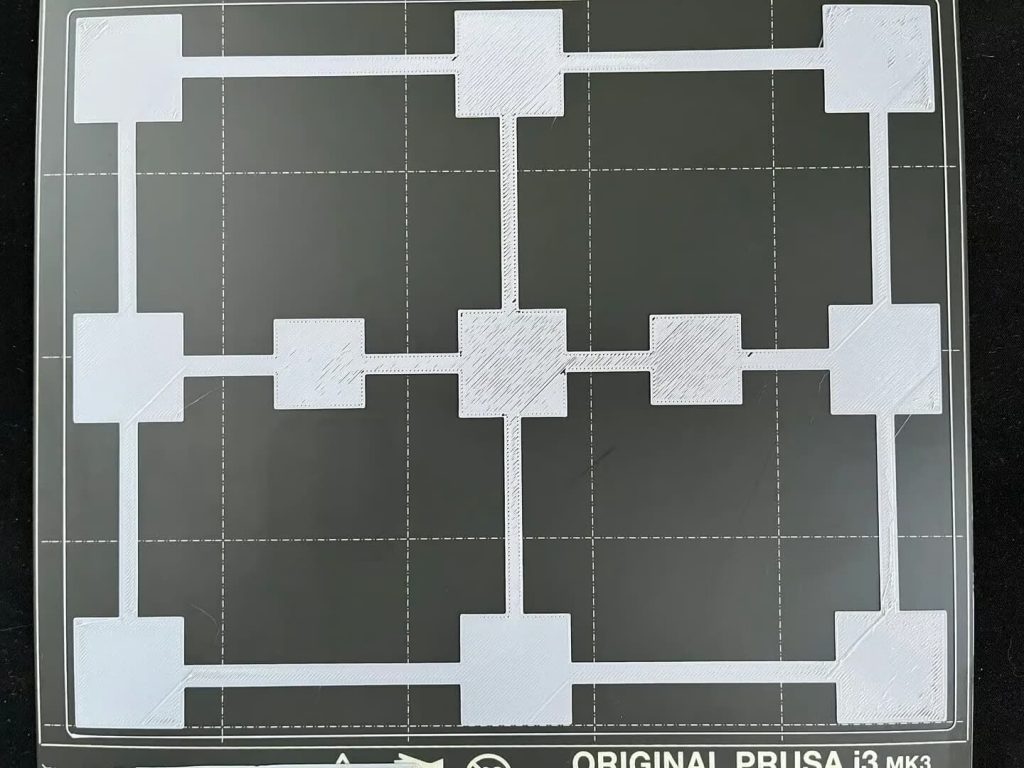
Adım 4: Birinci Katmanı İnceleyin
3D yazıcı yatak tesfiyesi için, Tam bir 3D baskı işini çalıştırmadan evvel, yatağın tesviye sürecinin başarılı olduğunu doğrulamak için sadece birinci katmanı yazdırmak düzgün bir fikirdir. Başarılı olursa, birinci katman tüm yüzey üzerinde aşağı üst birebir görünmelidir. Değilse, düzeyinizi daha da ayarlamanız gerekebilir.
Nozul Boşluğunun Ayarlanması
Z ofseti olarak da isimlendirilen yatak tesviyesi ve Z yüksekliğinin ayarlanması sıklıkla birlikte tartışılır. Genel olarak Z yüksekliğini ayarlamanın iki yolu vardır ve bunlar farklı vakitlerde yapılır.
İlk yol, bunu eser yazılımı aracılığıyla ayarlamaktır; bu, onu ekseriyetle sadece yazıcınızı kalibre ederken değişen “sabit” bir paha haline getirir. İkinci yol, bunu dilimleyiciniz aracılığıyla ayarlamaktır (belki de “ilk katman yüksekliği”) ve bu, materyale, baskı cinsine yahut yatak tipine bağlı olarak belli bir yazdırma işinden evvel ayarlamayı seçebileceğiniz bir şeydir.

Her iki durumda da, Z yüksekliğini ayarlamanın çoklukla yatak dengeleme kadar sık yapılan bir şey olmadığını bilmek kıymetlidir. Makus yatak düzeyini telafi etmek için Z yüksekliğini ayarlamanız gerekmemelidir. Teorik olarak, yazılımın Z yüksekliği yatak seviyelendirmesinden evvel uygun halde ayarlanmalıdır, böylelikle nozülünüz ana pozisyonuna (0, 0, 0) ulaştığında üçüncü 0 gerçek yerde olur.
Püskürtme ucu ile baskı yüzeyi ortasında yanlışsız boşluğu elde etmek için Z yüksekliğine çok sık güvenmek, çok bir bedele (mümkün olan en düşük Z yüksekliği gibi) ulaşmanıza neden olabilir ve bu da gelecekte ayarlama yapılmasına müsaade vermez.
Z Yüksekliği Ne Vakit Ayarlanmalı
3D yazıcı yatak tesfiyesi için Z yüksekliğini sık sık ayarlamamaya dikkat etsek de bazen gerekli olabilir. Nozül boşluğunun ayarlanması gerekebileceğine dair birtakım işaretler aşağıda verilmiştir.
NOZUL BOŞLUĞUNUN ÇOK KÜÇÜK OLDUĞUNUN İŞARETİ:
- İlk katman çok az görünür yahut çok incedir.
- Yapı plakasına çok az filament ekstrüzyon yapılıyor yahut hiç üretilmiyor.
- Filament göğüs üzerinde toplanıyor.
NOZUL BOŞLUĞUNUN ÇOK BÜYÜK OLDUĞUNUN İŞARETLERİ:
- Filament yapı yüzeyine yapışmaz.
- Filament spagetti üzere çıkıyor.